

Toplumun gelişimi ile ihtiyacımız olan ürün biçimleri de çeşitli şekillerde değişiyor. Bunlar arasında, sac metal bükme, boru bükme, sac yuvarlama, profil ekstrüzyonu vb.
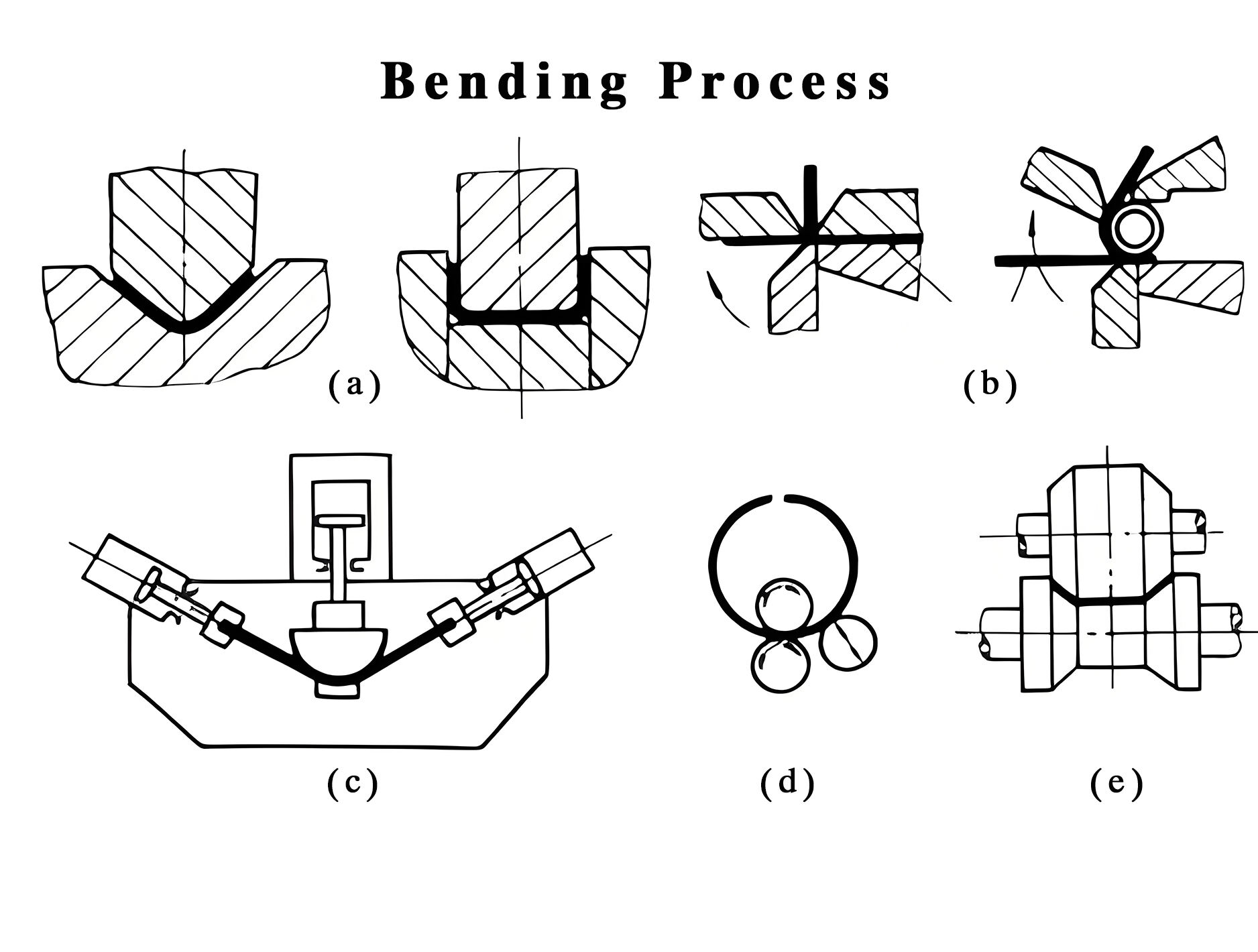
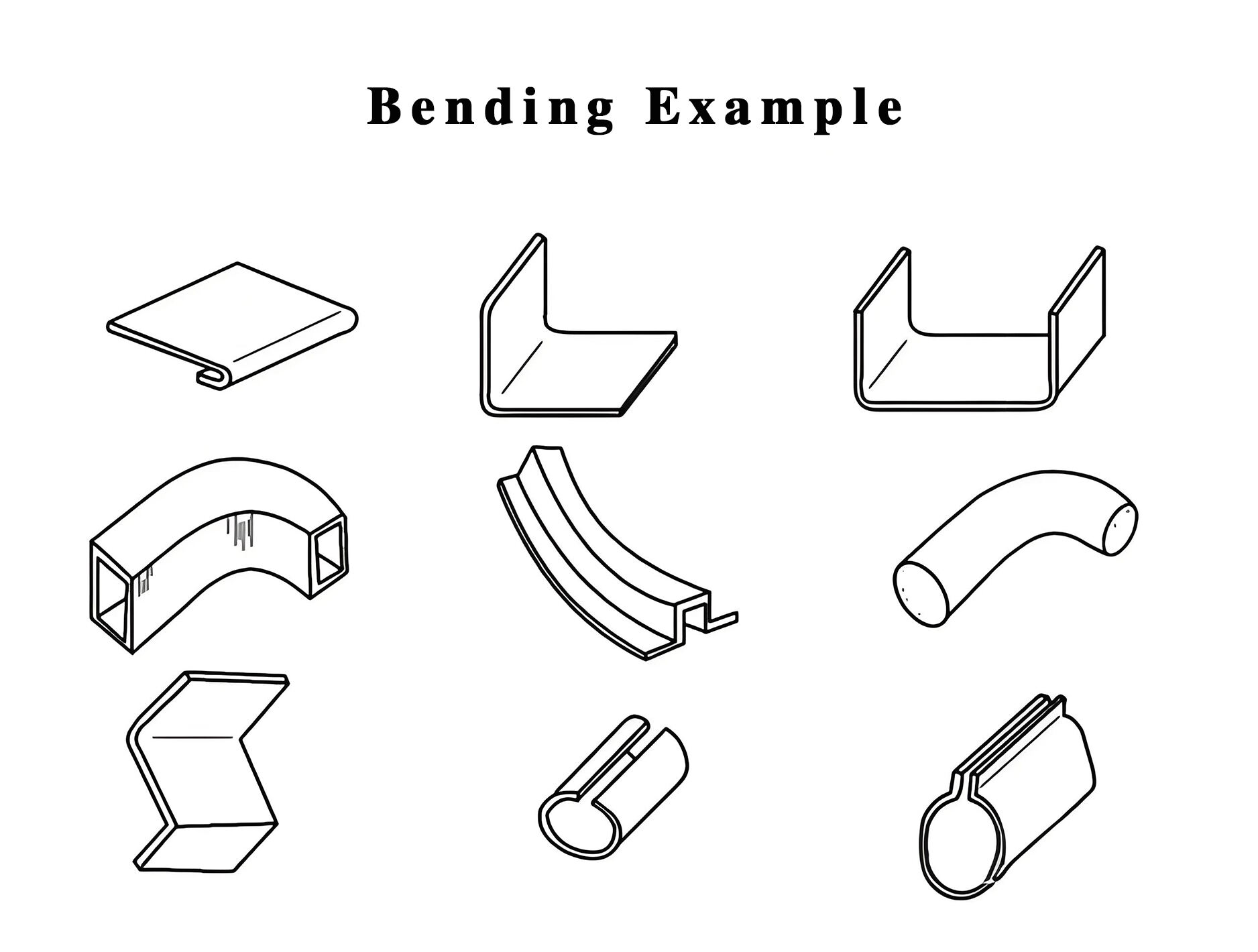
Sac bükülme hangi işlemlere sahiptir?
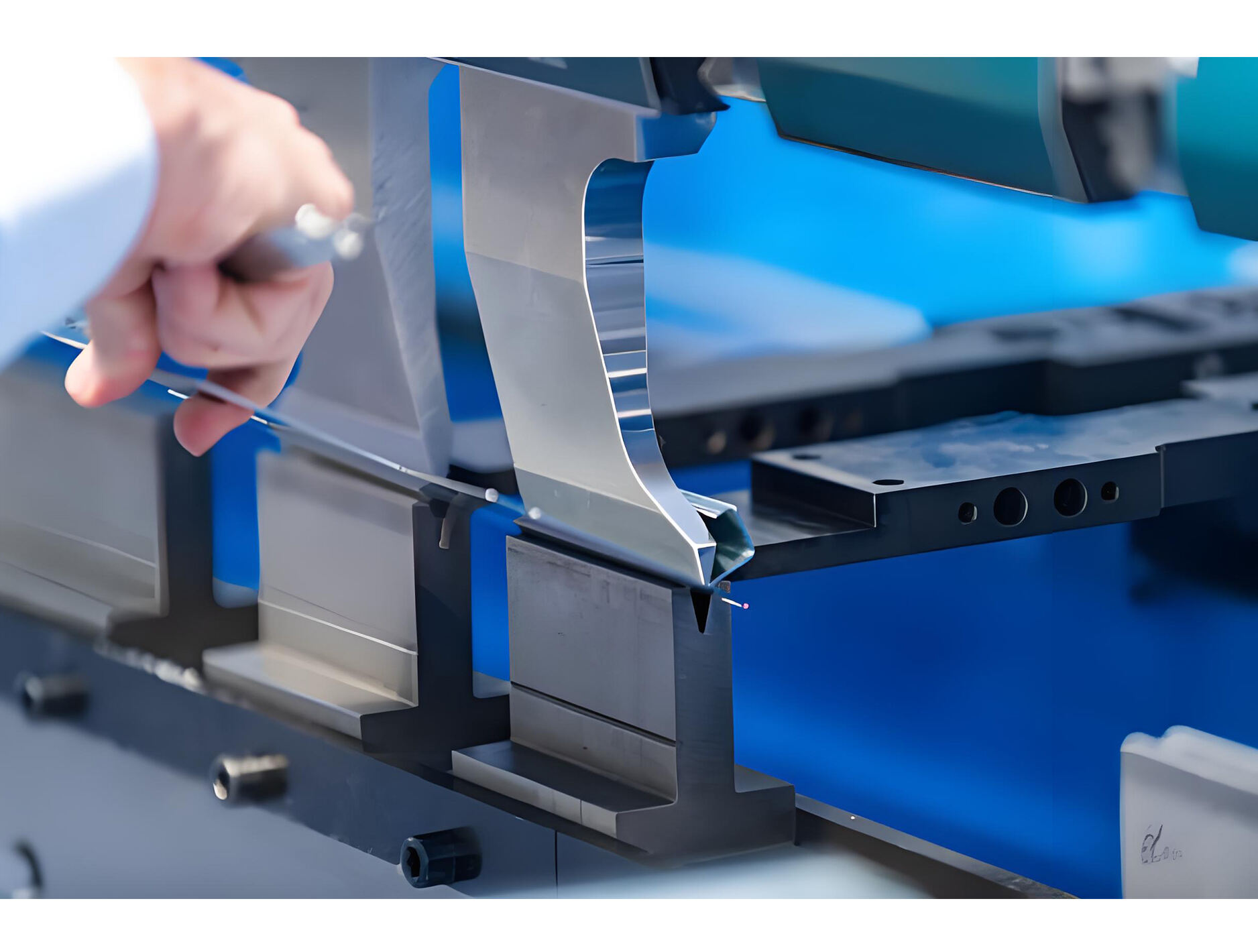
1. Sıradan bükme: Geleneksel bükme, sac metali 90 ° 'ye bükmek için bir pres freni kullanmaktır.
2. Düzleştirme bükülmesi: Sac metali önce 30 ° 'ye bükün ve ardından 30 ° açıyı düzleştirin. Bu tür bükülme keskin bir bıçak üst kalıp ve düz bir üst kalıp gerektirir. Bükülmeyi düzleştirmenin amacı, sac metalin genel gücünü arttırmaktır.
3 Menteşe bükme: Bir menteşe oluşturmak için birden fazla viraj yapmak için özel bir menteşe kalıbı gereklidir.
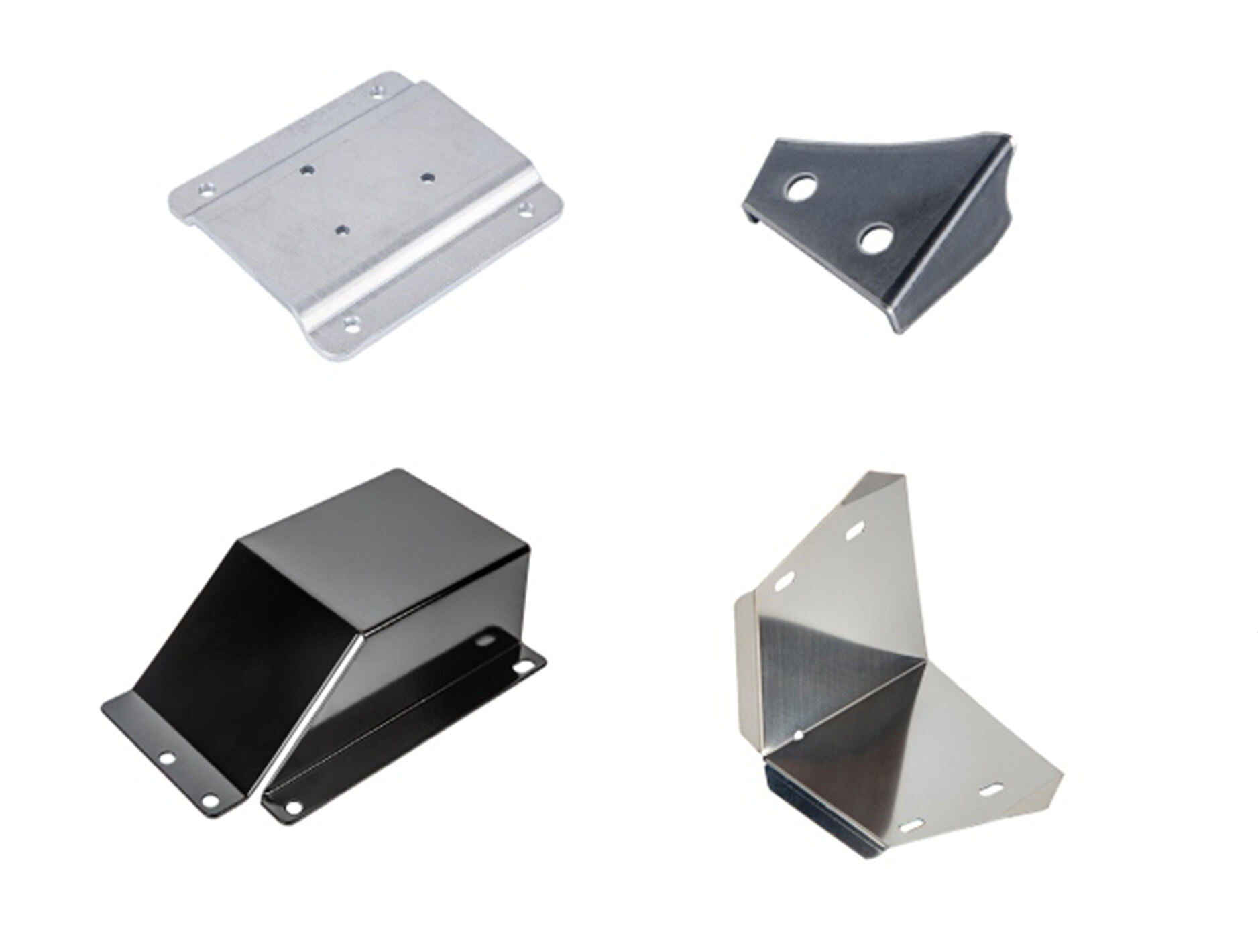
4. Bir kerelik şekillendirme bükülmesi: Verimliliği en üst düzeye çıkarmak için, şekillendirme kalıbı ürün şekline göre yapılabilir ve sac metal ürünün son şekli sadece bir virajla elde edilebilir.
5. Arc Bükme: Bu bükme için iki bükme yöntemi vardır. (a) Her adımın bükülme açısını ve X ekseni boyutunu ürün arkının boyutuna göre hesaplayın, çok adımlı bükülme yapın ve son olarak arkı bükün. Bu en uygun maliyetli yöntemdir, ancak verimlilik yüksek değildir ve zordur; (b) Üreticinin ark kalıbını doğrudan sac ürününün ark büyüklüğüne göre özelleştirmesine izin verin. Bu yöntem daha verimlidir ve ürün kalitesi ve görünümü de geliştirilmiştir.
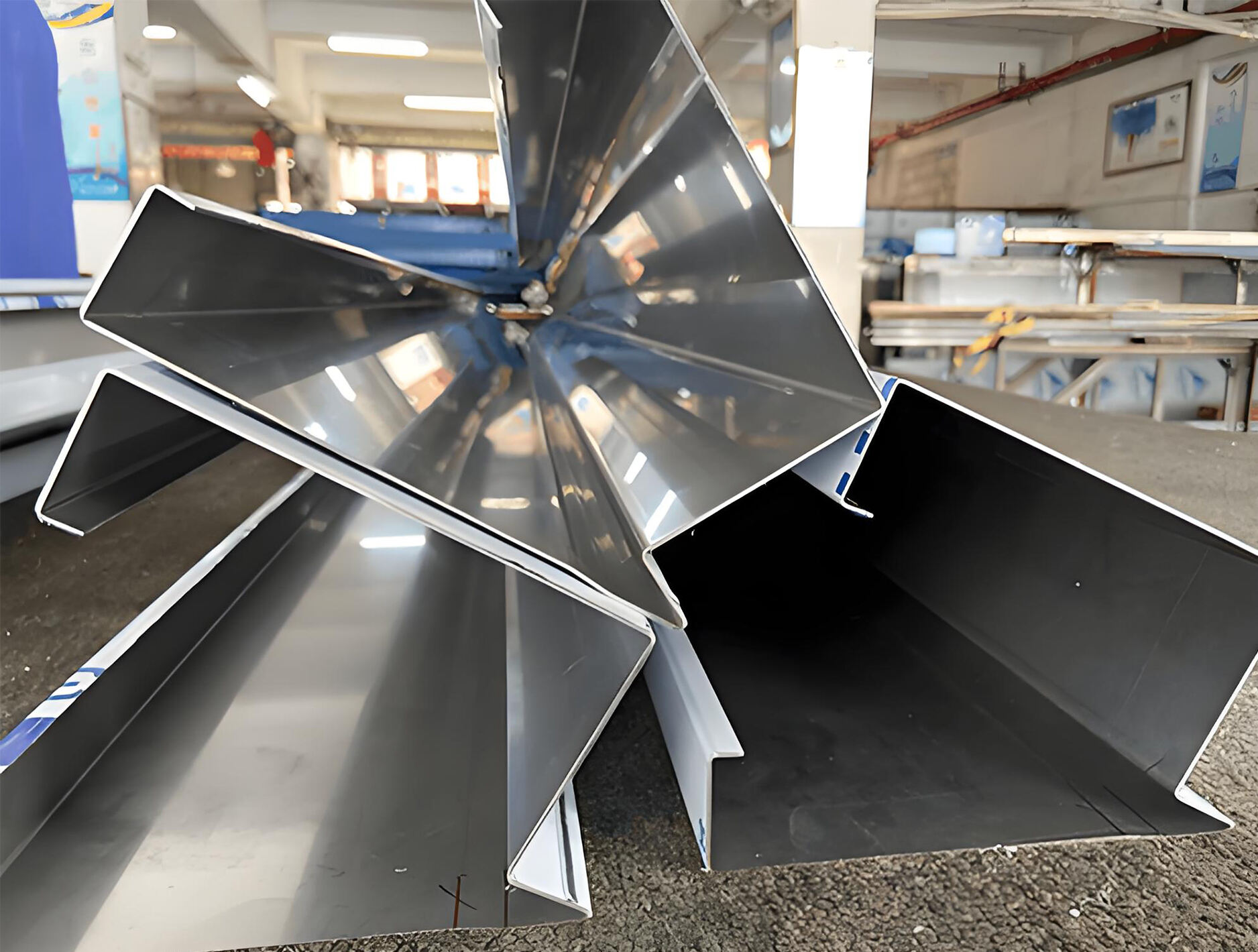
Paslanmaz çelik bükme:
Yüksek mukavemetli ve korozyona dayanıklı bir metal malzeme olarak, paslanmaz çelik birçok endüstriyel alanda yaygın olarak kullanılmaktadır. Bununla birlikte, paslanmaz çeliği bükmek için bir pres freni kullanılırken, genellikle bazı sorunlarla karşılaşılır. Aşağıda bir özet ve karşılık gelen çözümler verilmiştir. Umarım size yardımcı olur.
1. Yüzey çizikleri
Paslanmaz çelik, bükülme işlemi sırasında yüzey çiziklerine ve aşınmaya eğilimlidir. Ana nedenler şunları içerir:
- Fikstürün aşınması veya uygunsuz tasarımı
- İş parçası ve fikstür arasındaki aşırı sürtünme
- İş parçası yüzeyinde toz veya yabancı madde
- Kalıp yuvası çok küçük
Çözümler:
- Fikstürü düzenli olarak kontrol edin ve değiştirin
- İş parçası ve fikstür arasındaki temas alanını azaltmak için fikstür tasarımını optimize edin
- İş parçasını ve küf yüzeyini temiz tutun ve yüzeydeki yabancı maddeyi düzenli olarak temizleyin
- Yüksek gereksinimlere sahip ürünler için, tracess bükülme kalıbı veya takılmaz bir film kullanmanız önerilir
2. Malzeme deformasyonu, bükülme açısı standardı karşılamıyor
Paslanmaz çelik, bükme işlemi sırasında deformasyona eğilimlidir. Ana nedenler şunları içerir:
- Ön bükme miktarının uygunsuz hesaplanması
- Paslanmaz çeliğin aşırı ribaund kuvveti
- Kalıp çentikinin uygunsuz seçimi
Çözüm:
- Sac metalin özelliklerine göre ön bükme basıncı doğru bir şekilde hesaplayın
- Bükme makinesinin, ürünün düzlüğünü ve estetiğini büyük ölçüde artıracak bir mekanik tazminat fonksiyonu ile donatılması gerekir.
- Önce paslanmaz çeliği yuva yapın ve sonra bükün, bu da ürünün düzlüğünü ve estetiğini büyük ölçüde artıracak ve ayrıca bükme makinesinin kaybını azaltacak
Özetle, paslanmaz çeliği işlemek için bir bükme makinesi kullanırken, malzeme özellikleri, işlem parametreleri, ekipman koşulları vb.

E -posta adresinizi ve gereksinimlerinizi bırakın, profesyonel satış ekibimiz sizin için en uygun çözümü geliştirecektir.





telif hakkı
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Her hakkı saklıdır
.
 AĞ DESTEKLENİYOR
AĞ DESTEKLENİYOR
 Türkçe
Türkçe English
English français
français Deutsch
Deutsch italiano
italiano русский
русский português
português español
español 한국의
한국의 العربية
العربية
